WeJOHAR offers multiple export packaging options to suit buyer requirements:
- 5 kg block in transparent UV-treated polybag
- Shrink-wrap + stretch-film pallets
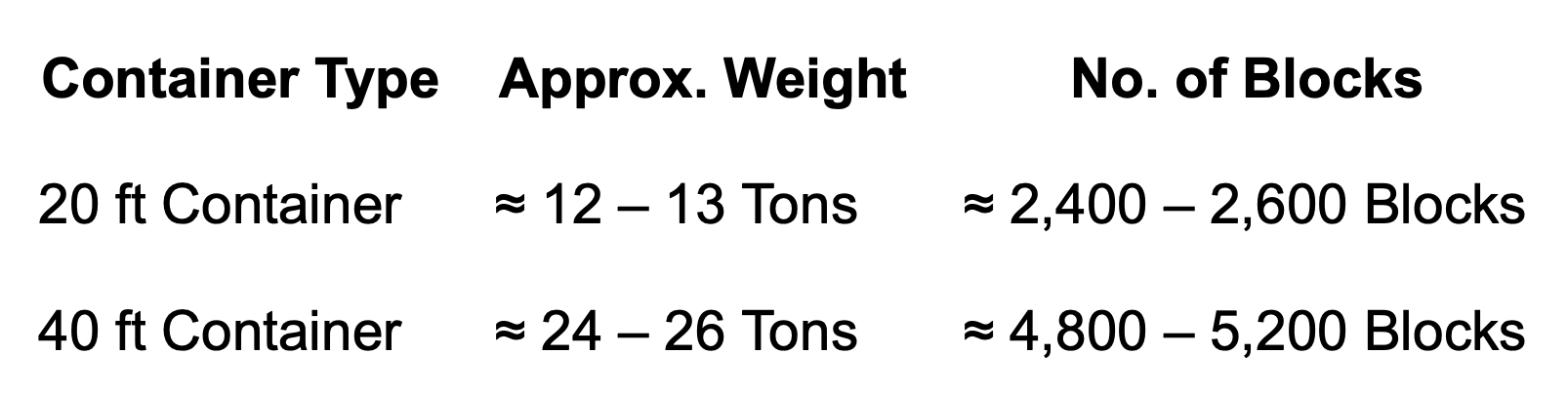
- Non-palletized container load (24–26 tons per 40 ft container)
- Water-resistant export cartons (optional)
- Custom label / brand printing available
Typical Load Capacity: